
chigadzirwa






Kushanda Kwepamusoro Kwemavara Kushongedza Kunze Kwemadziro Emulsion Paint
ZVIMWE ZVAKAWANDA
- Vedio
- Product Features
- Product Application
- Surface Treatment
- Technical Datas
- Kuvaka nzira
- Kuchengetedzwa kwekutakura
- Package
*Vedhiyo:

*Zvinhu Zvigadzirwa:
1. Good stain resistance, kuita kuti kupfekedzwa kuve nyore kucheneswa mushure mekusvibiswa kana kusvibiswa.
2, zvakanaka kudzivirira mvura: kunze kwemadziro pendi kupera kuratidzwa kumhepo, kazhinji kunogezwa nemvura.
3, kumira zvakanaka kwemamiriro ekunze: iyo yekuputira inoratidzwa kumhepo, kutsungirira mhepo, zuva, munyu spray corrosion, mvura, kutonhora uye kupisa shanduko, nezvimwewo, isingaite kuputika, chalking, spalling, discoloration uye zvichingodaro.
4, zvakanaka mildew resistance: kunze kwemadziro mabhanhire anowanzoita mildew munzvimbo dzine hunyoro. Nokudaro, iyo firimu yekuvhara inodiwa kuti inhibidze kukura kwehutu uye algae.
5, yakanaka yekushongedza: inoda kunze kwemadziro pendi ruvara uye yakanakisa kuchengetedza kwemavara, inogona kuchengetedza yepakutanga yekushongedza kuita kwenguva yakareba.
*Chigadzirwa Chishandiso:
Inoshanda kuzvidhinha, kongiri rusvingo uye zvimwe zvinhu, yakashandiswa zvakanyanya mumadziro ekunze enzvimbo dzekugara, mafekitori, zvipatara, zvikoro nedzimwe nzvimbo.
*Surface Treatment:
Pamusoro pechinhu chichaputirwa chinofanira kunge chakanyatsochena, chakachena uye chakaoma. Hunyoro hwemudhuri hunofanira kunge huri pasi pe15% uye pH inofanira kunge iri pasi pegumi.
*Technical data:
| Aihwa. | Item | Technical Standard | |
| 1 | Taura mumudziyo | Hapana caking, yunifomu mamiriro mushure mekusimudzira | |
| 2 | Thermal kuchengetedza kugadzikana | Pass | |
| 3 | Kudzikama kwekushisa kwakadzika | Hapana kuora | |
| 4 | Surface Dry Time, h | ≤4 | |
| 5 | Yese Firimu | Kuonekwa kwefirimu | firimu repende rakajairika uye harina shanduko iri pachena. |
| Alkaline kuramba (48h) | No abnormality | ||
| Kuramba kwemvura (96h) | No abnormality | ||
| Brushing kuramba / nguva | 2000 | ||
| Kuvhara fracture kugona (standard state) / mm | 0.5 | ||
| Acid mvura inoshivirira (48h) | No abnormality | ||
| Kupokana nekunyorova, kutonhora uye kupisa kutenderera (5 nguva) | No abnormality | ||
| Tarnish kuramba / giredhi | ≤2 | ||
| Kupokana nekuchembera kwemamiriro ekunze ekunze | 1000 hrs pasina kupupa furo, hapana kusvuuka, hapana kutsemuka, hapana hupfu, hapana kurasika kuri pachena kwechiedza, hapana kushanduka kuri pachena | ||
*Kuvaka nzira:
Brush, roller, spray.
■Substrate kurapwa| Bvisa guruva, girisi, mold algae uye zvimwe zvinobatirira kubva panzvimbo yakapendwa kuchengetedza nzvimbo yakachena, yakaoma uye yakati sandara. Unyoro hwepamusoro hwemadziro huri pasi pe10% uye pH iri pasi pe 10. Rusvingo rwekare runoshandisa blade kubvisa firimu rependi risina simba uye kubvisa guruva uye tsvina kubva kumusoro, kutsetseka, uye kuoma zvakakwana.
■Ckudzidziswa nharaunda| 5-35 ° C, hunyoro pasi pe85%; kuvakwa kwezhizha kudzivirira kuomesa nekukurumidza, kuvakwa kwechando kunorambidzwa kubika, mvura nejecha uye mamwe mamiriro ekunze akanyanyisa akamiswa kuvaka.
■Nguva yekudzorera| Dry film 30 micron, 25-30 ° C: nzvimbo yakaoma kwemaminitsi makumi matatu; yakaoma yakaoma kwemaminitsi makumi matanhatu; recoating nguva ye2 maawa.
■Tool kuchenesa| Mushure mekunge pendi yamiswa uye kupendwa, ndapota chenesa mudziyo nemvura.
■The theoretical kushandiswa kwepende| 7-9 m2 / kg / imwe pass (yakaoma firimu ukobvu anenge 30 microns), kuwanda kwependi kushandiswa kwakasiyana nekuda kwekushata kweiyo chaiyo yekuvaka nzvimbo uye dilution reshiyo.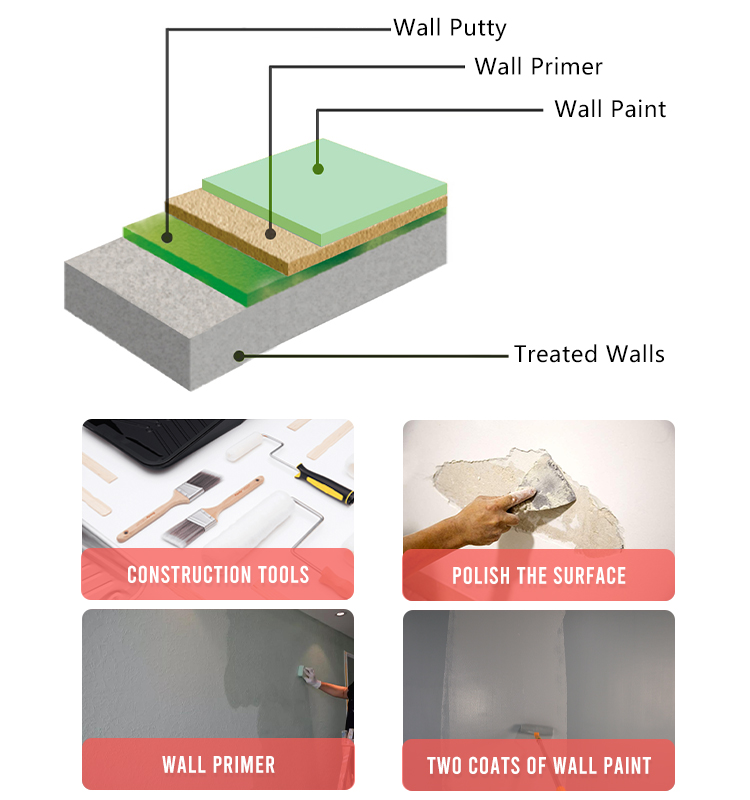
*Kuchengetera chekufambisa:
Chengeta patembiricha iri pamusoro pe5 °C munzvimbo inotonhorera, yakaoma iri pasi pe35 °C, dzivirira zuva rakananga uye chengeta mudziyo wakavharwa zvakasimba. Inofanira kuchengetwa zvakasiyana kubva kune yakasimba acids, alkalis, yakasimba oxidants, chikafu uye chikafu chemhuka.
*Package:
Pendi: 20 Kg / Bucket KANA Gadzirisa
